
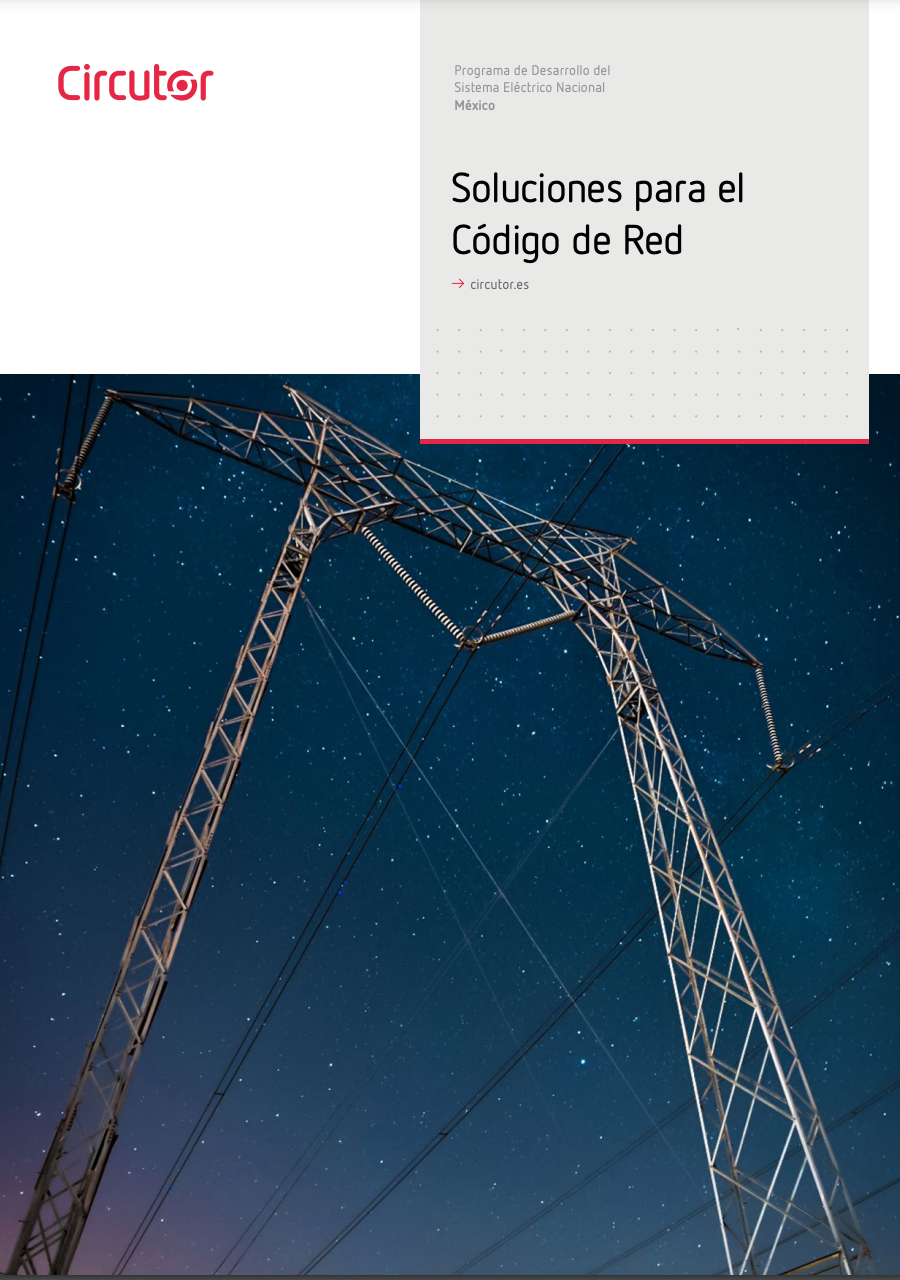
 Código de Red
Código de Red
Jun 28, 2017, 6:36:21 PM
 Los ambientes con humedad requieren del uso de luminarias especializadas ya que las de uso tradicional no soportan la humedad y demás condiciones de industrias como la alimenticia, química, farmacéutica, etc.
Los ambientes con humedad requieren del uso de luminarias especializadas ya que las de uso tradicional no soportan la humedad y demás condiciones de industrias como la alimenticia, química, farmacéutica, etc.
En este artículo te hablaremos sobre 4 modelos de luminarias de la línea VANTAGE de Holophane / Acuity Brands, las cuales han sido especialmente diseñadas para su uso en ambientes con humedad.
Contenidos de este artículo:
1. Luminarias industriales VANTAGE® RTT
2. Lámparas industriales VANTAGE Holophane® SERIES
3. Luminarias industriales VANTAGE® MINI
4. Luminarias industriales VANTAGE® XT
1. Luminarias industriales VANTAGE® RTT
Las lámparas industriales Vantage® RTT están diseñadas para ser para empotradas en plafón dentro de la industria alimentaria. Son excelentes soportando lavados a presión mientras proporcionan un excelente desempeño además de proporcionar una excelente calidad de iluminación en donde sean colocadas.
Ventajas de este producto de Holophane
Algunos de los beneficios de este excelente equipo de Acuity Brands son:
- Marco de acero inoxidable extra ancho para una larga durabilidad.
- Sistema óptico con diseño de lente de policarbonato.
- Desempeño excepcional gracias a su diseño óptico y material de fabricación.
- Fabricado en lámina rolada en frío con pintura de poliéster en polvo.
Certificados
- UL/CUL
- NSF Internacional C2, para lavados a presión
Aplicaciones en la industria
- Industria Química
- Almacenes refrigerados
- Ambientes con contaminación controlada
- Áreas de procesamiento de alimentos
- Industria farmacéutica
Conoce mas productos Holophane.
Descarga nuestro [ Catálogo Holophane ]
2. Lámparas industriales VANTAGE Holophane® SERIES
Este modelo fue pensado para cumplir las demandas de la industria alimenticia y aquellas áreas que requieren de constantes lavados con agua a presión.
Su diseño es sumamente útil ya que ayuda a que el agua se resbale y los contaminantes no se peguen al exterior de la lámpara. Además su sello entre el conjunto óptico y la cápsula así como el sello que rodea el orificio para cambiar la lámpara evitan que el agua entre y dañe el equipo.
Ventajas de este producto de Holophane
Algunos de los beneficios de este excelente equipo de Acuity Brands son:
- Cuentan con una puerta de acceso a la luminaria, protegida con un empaque de silicón para prevenir la entrada de agua.
- Gancho o colgante opcionales para montaje.
- Con un reflector / refractor de acrílico para brindar una excelente iluminación horizontal.
- Elaborada con aluminio de alta resistencia, con pintura de poliéster en polvo aplicada electrostáticamente.
Certificados
- UL/CUL
- NSF Internacional C2
- UL-1598 para áreas no peligrosas
- UL 844 Class II, Div 2 Grupos F y G
Aplicaciones en la industria
- Industria Química
- Almacenes refrigerados
- Industria farmacéutica
- Ambientes con contaminación controlada
- Áreas de procesamiento de alimentos
3. Luminarias industriales VANTAGE® MINI
Este equipo es una luminaria económica diseñada para usos en los que la limpieza, el mantenimiento y la conservación de la energía son un elemento importante en industrias como las del procesamiento de alimentos. Su objetivo es proporcionar una larga vida útil y ser de fácil mantenimiento.
Este equipo también puede aumentar la productividad y seguridad en ambientes con temperaturas bajo cero o zonas clasificadas como peligrosas.
Ventajas de este producto de Holophane
Algunos de los beneficios de este excelente equipo de Acuity Brands son:
- Opción de montaje en muro, colgante o gancho.
- Cápsula del balastro lisa, sin rebordes, cerrojos o rebabas para evitar el alojamiento de contaminantes.
- Permite que el agua y los agentes de limpieza se deslicen cuando ésta se limpia con una manguera de alta presión.
- Disponible desde 70W hasta 175W.
- Puerta de acceso a la lámpara sellada con empaque de silicón para eliminar la entrada.
- Refractor y reflector de acrílico de alta eficiencia.
- Contiene un empaque de silicón para evitar la entrada del agua.
Certificados
- UL/CUL para áreas húmedas
- NSF Internacional C2
- IP66
Aplicaciones en la industria
- Ambientes con contaminación controlada
- Áreas de procesamiento de alimentos
- Industria farmacéutica
- Industria Química
- Almacenes refrigerados
4. Luminarias industriales VANTAGE® XT
Esta lámpara cuenta con un foco fluorescente, es la mejor opción para soportar condiciones muy adversas en aplicaciones de procesamiento de alimentos como carne, aves y de procesamiento de bebidas, así como lavado de autos y otros ambientes no peligrosos. Además está diseñada para soportar lavados a presión.
Ventajas de este producto de Holophane
Algunos de los beneficios de este excelente equipo de Acuity Brands son:
- Fabricada en acrílico por lo que es resistente y fácil de limpiar.
- El agua / contaminantes resbalan del cuerpo de la luminaria.
- Disponible en longitudes de 4 y 8 pies.
- Fabricado con aluminio de alta resistencia.
- Cordón de 5 pies de longitud y conector tipo glándula para garantizar el sellado.
Certificados
- UL/CUL para áreas húmedas
- NSF Internacional C2
- IP65
Aplicaciones en la industria
- Plantas de procesamiento de alimentos
Esperamos que este artículo te sea de utilidad para conocer todo sobre esta excelente línea de luminarias industriales Holophane especialmente diseñada para la industria alimenticia, sus usos, ventajas y certificaciones.




Ayúdanos a saber si esta información fue de valor:
Quiero saber másTopics: Holophane

Conoce el catálogo de productos Circutor que te mostrará algunas de las soluciones para cumplimiento de Código de Red
Arquitectura Integrada Información y control en tiempo real para ofrecer equipos, maquinas y fabricación inteligentes.

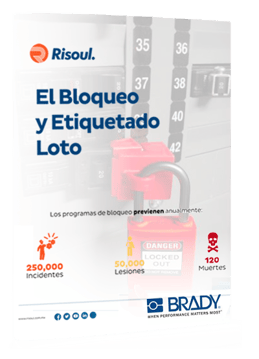
Esta importante práctica de seguridad involucra la desactivación de circuitos eléctricos, cerrar válvulas, neutralizar temperaturas extremas y asegurar piezas móviles para que la energía peligrosa no pueda volver a ingresar mientras se da servicio al equipo.






Te invitamos a nuestro micrositio de distribucion y potencia donde encontraras gran variedad de informacion del mundo electrico industrial

Te invitamos a nuestro micrositio de Automatizacion Industrial donde encontraras gran variedad de informacion del mundo de la Automatizacion Industrial
Te invitamos a nuestro micrositio de Control de Movimientoo donde encontraras gran variedad de informacion del mundo de los Robots Industriales

Te invitamos a nuestro micrositio de Control de Movimientoo donde encontraras gran variedad de informacion del mundo de los Robots Industriales

Te invitamos a nuestro micrositio de Redes Industriales donde encontraras gran variedad de información

Te invitamos a nuestro micrositio de Software y Visualización donde encontrarás gran variedad de información

Te invitamos a nuestro micrositio de Cables y Canalizaciones donde encontrarás gran variedad de información
Te invitamos a nuestro micrositio de Ciberseguridad donde encontrarás gran variedad de información

Te invitamos a nuestro micrositio de Control de procesos donde encontrarás gran variedad de información

Te invitamos a nuestro micrositio de Seguridad Industrial donde encontrarás gran variedad de información
Te invitamos a nuestro micrositio de Sensores y Visión donde encontrarás gran variedad de información

Si te interesa conocer mas de soluciones relacionadas te invitamos a nuestro micrositios de:

Si te interesa conocer mas de soluciones relacionadas te invitamos a nuestro micrositios de:
.png)

Si te interesa conocer mas de soluciones relacionadas te invitamos a nuestro micrositios de:
Si te interesa conocer mas de soluciones relacionadas te invitamos a nuestro micrositios de:
Si te interesa conocer mas de soluciones relacionadas te invitamos a nuestro micrositios de:
Si te interesa conocer mas de soluciones relacionadas te invitamos a nuestro micrositios de:


Si te interesa conocer mas de soluciones relacionadas te invitamos a nuestro micrositios de:
Si te interesa conocer mas de soluciones relacionadas te invitamos a nuestro micrositios de:

Si te interesa conocer mas de soluciones relacionadas te invitamos a nuestro micrositios de:
Si te interesa conocer mas de soluciones relacionadas te invitamos a nuestro micrositios de:
Si te interesa conocer mas de soluciones relacionadas te invitamos a nuestro micrositios de:

Si te interesa conocer mas de soluciones relacionadas te invitamos a nuestro micrositios de:
Si te interesa conocer mas de soluciones relacionadas te invitamos a nuestro micrositios de:
Suscríbete al boletín
Recibe información de nuestras marcas, promociones, eventos ¡y más!
Nunca compartiremos tu correo electrónico con alguien más y podrás desuscribirte cuando lo desees.
